Discussion forum for Pharma Quality events, Regulatory Actions
Warning letters, 483s, Recalls, Import Alerts, Audit observations
Warning letters, 483s, Recalls, Import Alerts, Audit observations



 Only samples from batches after product change over cleaning were evaluated for particles by filtration test; but entire batch was not screened for particles, which lack scientific rationale. Investigations stated the batches met the specifications, there is no impact and the batches were consumed in further stages. Customers were not informed about the deviation. The investigations claimed that the particles would be removed by the downstream filtration steps and do not affect product quality, but did not provide any scientific evidence or documentation for the same.Only samples from batches after product change over cleaning were evaluated for particles by filtration test; but entire batch was not screened for particles, which lack scientific rationale. Investigations stated the batches met the specifications, there is no impact and the batches were consumed in further stages. Customers were not informed about the deviation. The investigations claimed that the particles would be removed by the downstream filtration steps and do not affect product quality, but did not provide any scientific evidence or documentation for the same.
Only samples from batches after product change over cleaning were evaluated for particles by filtration test; but entire batch was not screened for particles, which lack scientific rationale. Investigations stated the batches met the specifications, there is no impact and the batches were consumed in further stages. Customers were not informed about the deviation. The investigations claimed that the particles would be removed by the downstream filtration steps and do not affect product quality, but did not provide any scientific evidence or documentation for the same.Only samples from batches after product change over cleaning were evaluated for particles by filtration test; but entire batch was not screened for particles, which lack scientific rationale. Investigations stated the batches met the specifications, there is no impact and the batches were consumed in further stages. Customers were not informed about the deviation. The investigations claimed that the particles would be removed by the downstream filtration steps and do not affect product quality, but did not provide any scientific evidence or documentation for the same.Equipment Damage & Investigations
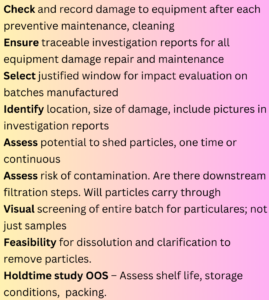 During preventive maintenance activity (PM) and product change over cleaning, verify equipment for damages and document. This can help in identifying issues proactively, narrow down the window for number of batches to be evaluated when an equipment damage is observed.
During preventive maintenance activity (PM) and product change over cleaning, verify equipment for damages and document. This can help in identifying issues proactively, narrow down the window for number of batches to be evaluated when an equipment damage is observed.OOS Investigations / Hold time failures
Inadequate assessment of potential particulate contaminations poses risk to product quality and safety and also has regulatory consequences. When such issues are reported a comprehensive assessment shall be performed and remediation actions taken.
Review and enhance procedures for Hold time studies and OOS investigations addressing aspects to be investigated in case of failures – assessment of packing, shelf life, storage conditions for Hold time study failures; review of TAMC trends in case of TOC failures.






Leave a Comment
You must be logged in to post a comment.